コンテンツへスキップ
ナビゲーションに移動
造形サービス
会社概要
お問い合わせ
新着情報
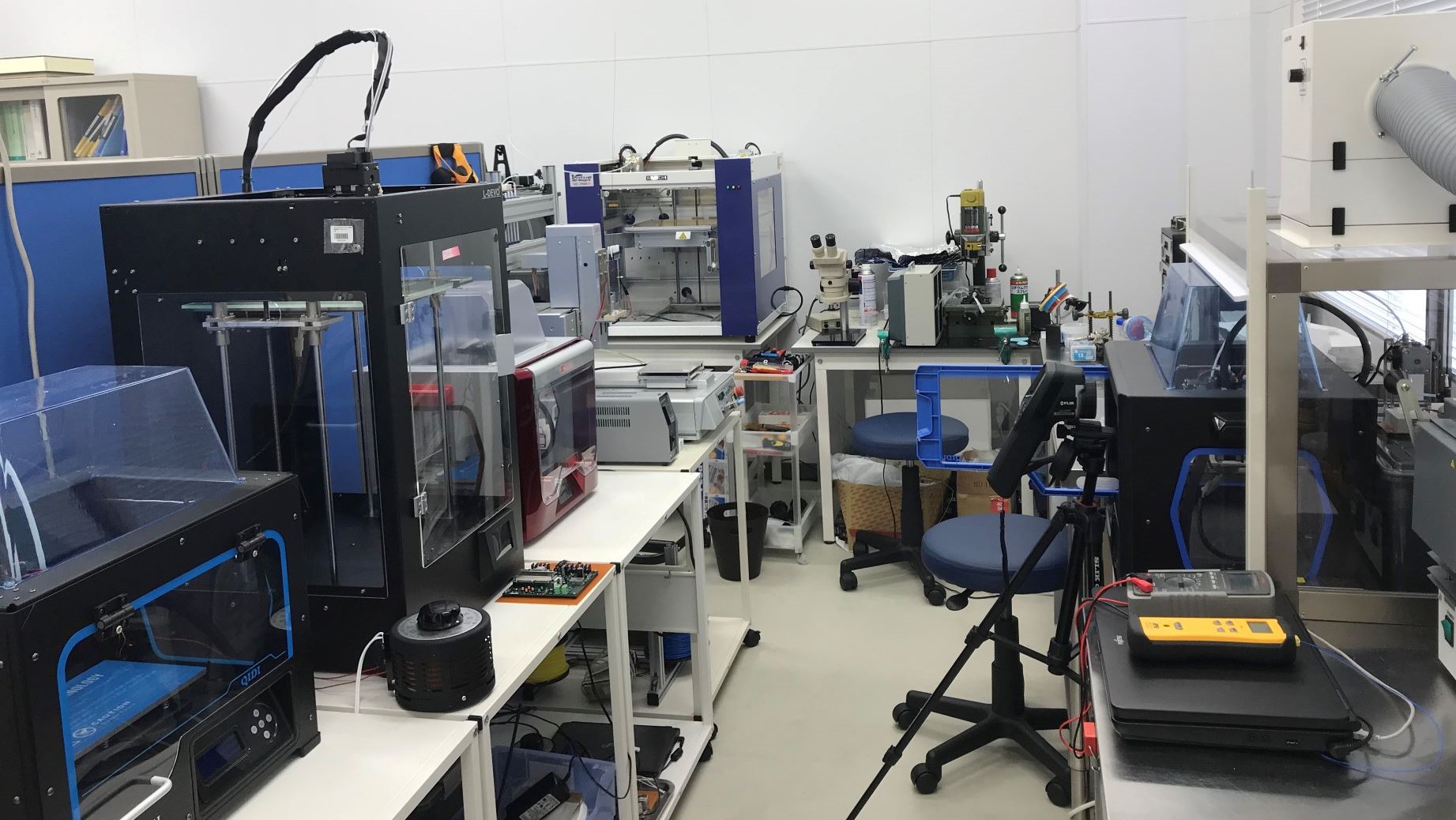
保有装置
500℃高温ホットエンドを用いた造形サービス
PEEK、ULTEM、PPSなどのスーパーエンジニアリングプラスチックスに対応
READ MORE
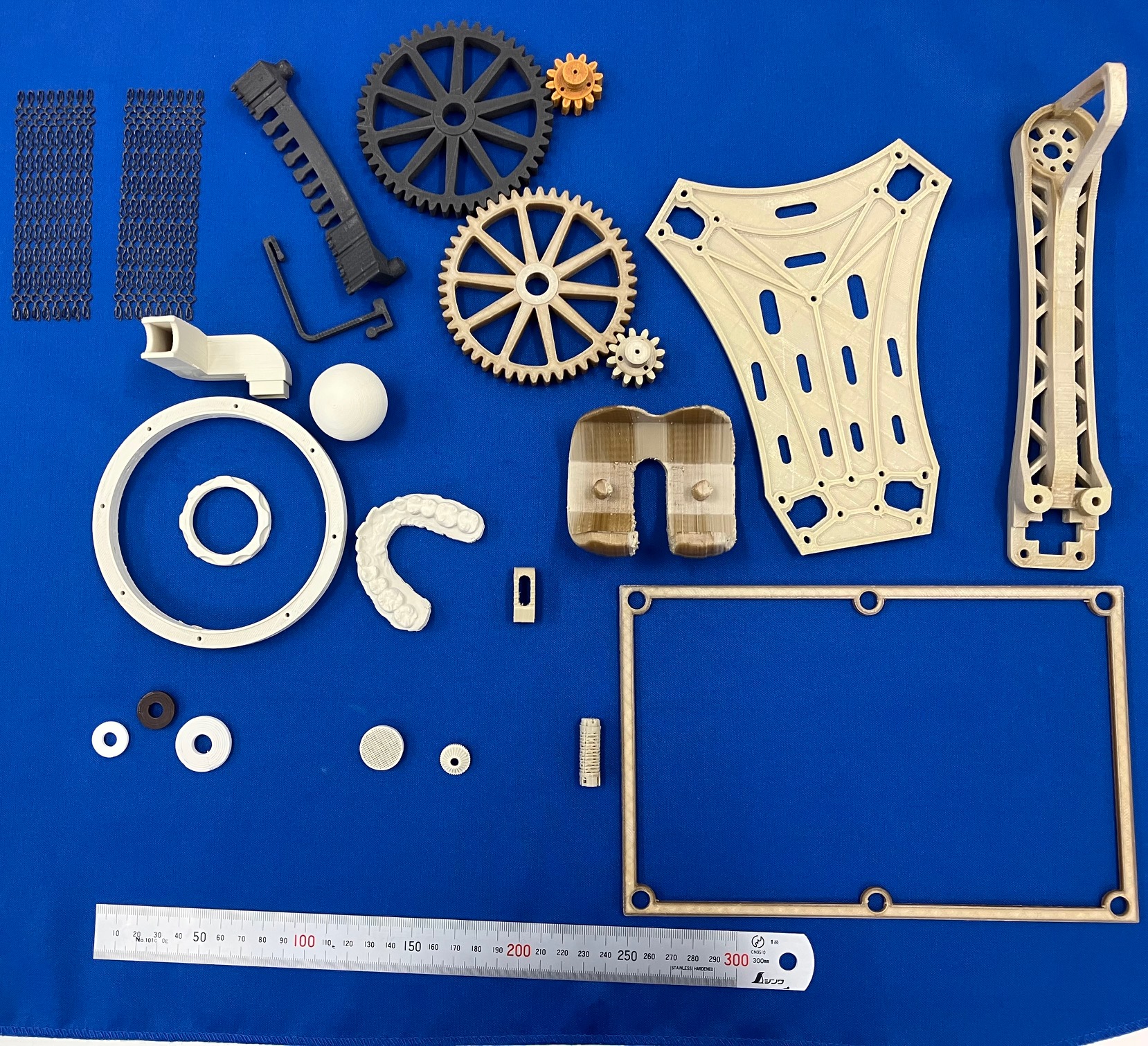
スーパーエンプラでの造形
PEEK、CF30-PEEK、TPI、等
READ MORE
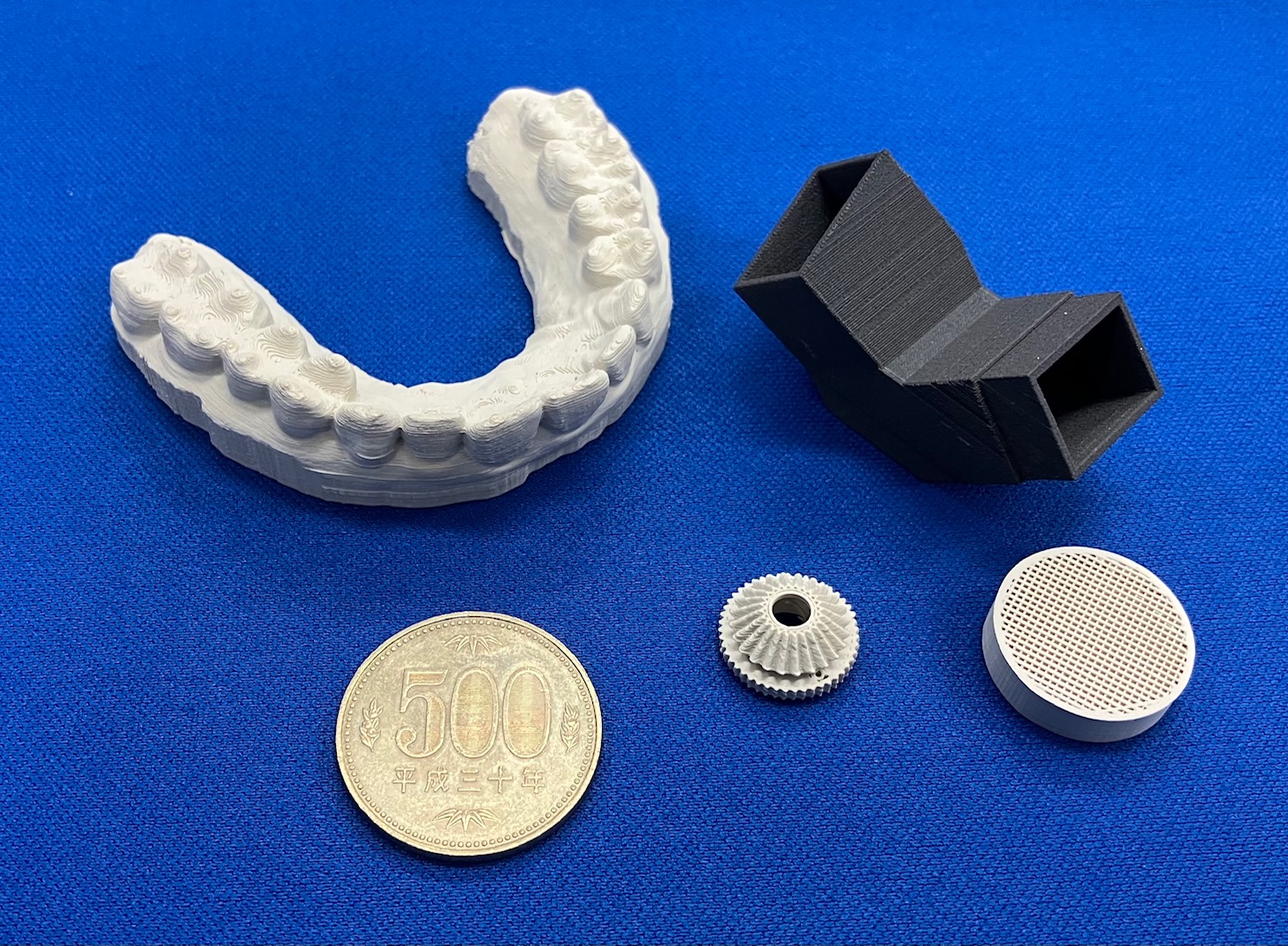
特殊なフィラメントにも対応致します
Al₂O₃、ZrO₂、HAP、磁性体混錬樹脂フィラメント、等
READ MORE
会社概要
加熱ヘッドで世界に貢献
READ MORE
新着情報
スーパーエンプラの0.2㎜ノズルによる造形
READ MORE
Previous
Next
MENU
造形サービス
会社概要
お問い合わせ
新着情報
保有装置
PAGE TOP